The most practical configuration for industrial use. This solution provides good load capacity with good manoeuvrability and ensures accurate steering, even on long straight runs. The trolley should normally be pushed with the fixed castors leading.
This arrangement provides good load capacity with excellent maneuverability suitable for winding runs, and where side motion is frequently required. However, trolleys with this configuration may be difficult to guide in straight runs, particularly with heavy loads and uneven ground. Not recommended for ramps. If two castors are equipped with directional locks, this arrangement is then suitable for long straight runs, a very versatile arrangement.
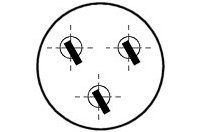
An economical solution for lightly loaded trolleys requiring good manoeuvrability. The trolley most be fairly small in size and it is essential that the load is evenly distributed to ensure stability on the unit.
The arrangement provides good load capacity with excellent manoeuvrability. However, equipment with this arrangement will be difficult to guide on straight runs particularly over uneven ground. This configuration is ideal for barrel dollies and small portable machines.
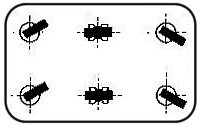
Besides providing a very high load capacity, this arrangement also assures greater manoeuvrability and stability when compared to type f). This configuration is best used with very long trolleys designed to carry heavy loads. The fixed castors can be replaced by wheels mounted onto a central axle. The base of the unit must of a robust construction. The swivel castors are mounted in such a way as to pivot the trolley on the central wheels, it is usual to put approximately 25 mm of packing above the two fixed castors (wheels) and thus provide alternating load support, depending on which pair of wheels are in contact with the floor. However, the swivel castors are subjected to shock loads if the trolley is tipped or the load is not evenly distributed. The entire load thus rests on the 2 central, fixed castors / wheels.
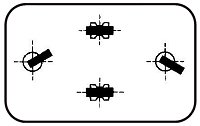
This solution provides good load capacity with excellent maneuverability, in confined areas. The fixed castors can be replaced by wheels mounted in such a way as to pivot the trolley centrally, it is usual to put approximately 25 mm of the packing above the two fixed castors (wheels) and thus provide the alternating load support. However, the fixed castors are subjected to shock loads if the trolley is tipped or the load is not evenly distributed. The entire load rests on the 2 central, fixed castors / wheels.
An economical solution for moderate loads suitable for long, straight runs with occasional changes in direction. The fixed castors can be replaced by wheels mounted onto a central axle. The two end castors are mounted in such a way as to pivot the trolley on the central wheels, it is usual to put approximately 25 mm of packing above the two fixed castor, (wheels) and thus provide alternating support. However, the end castors are subjected to shock loads if the trolley is tipped or the load is not evenly distributed. The entire load rests on the 2 central, fixed castors / wheels.